





Weld Fusion Depth Testing
The weld seam is formed by melting and connecting the welding rod and the metal at the joint using the high temperature of the welding heat source. After the weld metal cools down, the two welded parts are connected as a whole. According to the shape of the weld metal and the different positions of the welded parts, they are divided into butt welds, fillet welds, plug welds, and electric rivet welds.
- Fast Delievery
- Quality Assurance
- 24/7 Customer Service
Product Introduction

Weld fusion depth testing
The weld seam is formed by melting and connecting the welding rod and the metal at the joint using the high temperature of the welding heat source. After the weld metal cools down, the two welded parts are connected as a whole. According to the shape of the weld metal and the different positions of the welded parts, they are divided into butt welds, fillet welds, plug welds, and electric rivet welds. Butt welds are commonly used for the splicing of plates and steel sections; Fillet welds are commonly used for lap connections; Plug welding and electric riveting are rarely used, and are only considered to reduce the overlap length of the welded parts.
Project Introduction
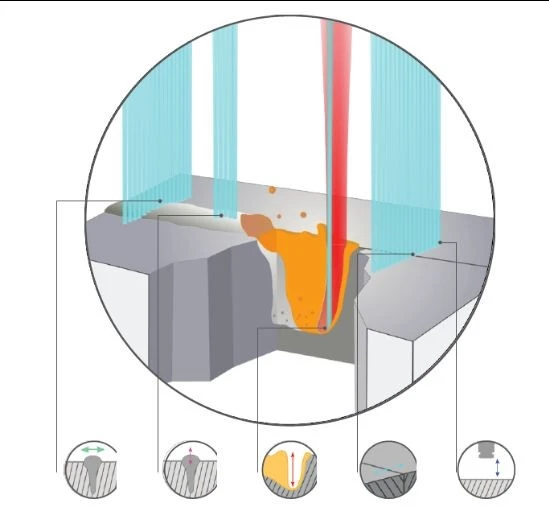
Weld seam melting depth detection: During metal welding, the raw materials near the weld seam will partially melt due to heat, and the melting depth refers to the depth of this melting, which is related to the welding quality. If the melting depth is not enough, weld defects and cracks inside the weld seam will appear. If the melting depth is too deep, it may damage the base material and weaken the cross-section.
Application field: Welding parts
Testing standards:
ISO 17639-2003 Destructive testing of welds in metallic materials - Macroscopic and microscopic examination of welds
GB/T 226-2015 Acid corrosion inspection method for macrostructure and defects of steel

Penetration testing of perforated plasma arc welding:
Small hole plasma arc welding has the characteristics of concentrated heat input energy, large weld depth to width ratio, high welding efficiency, and the ability to achieve one-time penetration, single-sided welding, and double-sided forming when welding medium thick pipe and plate materials. However, the instability of small holes prevents plasma arc welding from achieving good weld formation, greatly limiting its widespread application. A large amount of research has been conducted both domestically and internationally on plasma arc penetration control and small hole control, and various methods for detecting small hole behavior have been proposed, such as tail flame voltage, arc arc intensity, sound signal, molten pool image signal, multi-sensor information fusion, etc., achieving many results.
was established in 2011. As a national high-tech enterprise recognized by the Zhejiang Provincial Higher People's Court as a judicial authentication institution for construction engineering quality, we specialize in structural performance testing and safety assessment of construction projects, special equipment, communication towers, electromagnetic environments, large bridges, and building safety appraisal.
The company has more than 100 professional and technical personnel, over 90% of whom hold various medium and senior technical certificates. Equipped with complete testing equipment worth over RMB 10 million, our business scope covers the whole country.





No Information





