
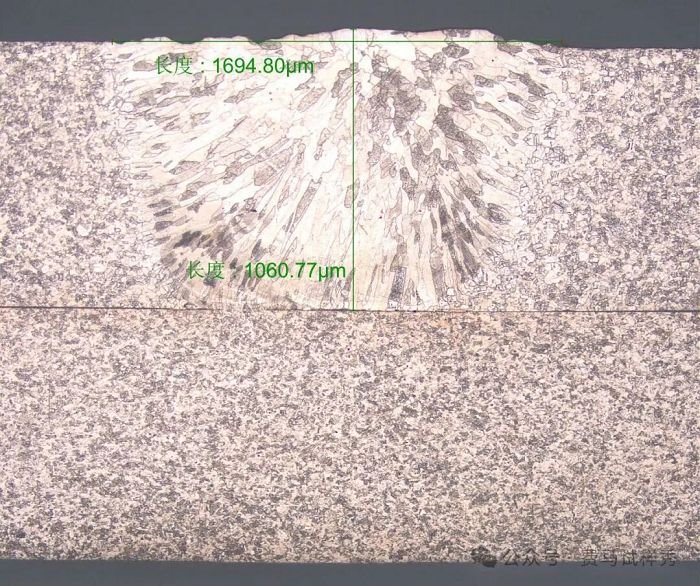




Macroscopic Metallographic Testing Of Welded Joints
Covering welding methods: manual arc welding, gas shielded welding, submerged arc welding, electric slag welding, friction welding, plasma arc welding, laser welding, brazing, etc
- Fast Delievery
- Quality Assurance
- 24/7 Customer Service
Product Introduction

Detection range
Covering welding methods: manual arc welding, gas shielded welding, submerged arc welding, electric slag welding, friction welding, plasma arc welding, laser welding, brazing, etc
Types of covered joints: butt joint, corner joint, T-shaped joint, lap joint, plug/groove welding joint, groove welding joint
Black metals: carbon steel, alloy structural steel, stainless steel, heat-resistant steel, low-temperature steel, cast iron, high manganese steel, nickel based alloys
Nonferrous metals: aluminum and aluminum alloys, copper and copper alloys, titanium and titanium alloys, magnesium alloys
Testing process: welding process evaluation, welding material/process verification, welding process quality inspection, finished welding product acceptance, failure analysis
Engineering components: pressure vessels/storage tanks, steel structures, industrial pipelines, wind power equipment, power boilers/turbines, rail transit components, aerospace welding parts, engineering machinery welding parts
Testing Standard
GB/T 19869.1-2005 Metallographic examination of welded joints of steel, nickel and nickel alloys
GB/T 26951-2011 Metallographic and Hardness Testing Methods for Welded Joints
GB/T 226-2015 Acid corrosion inspection method for macrostructure and defects of steel
GB/T 13298-2015 Method for examination of microstructure of metals
GB/T 3375-2016 Welding Terminology
JB/T 6061-2021 Magnetic Particle Testing for Surface Defects of Welded Joints
JB/T 6062-2021 Penetration Testing for Surface Defects of Welded Joints
GB/T 6462-2005 Measurement of Thickness of Metal and Oxide Coatings by Metallographic Microscopy Method

Test Item
Groove filling status: Check whether the deposited metal filling at the root and side walls of the groove is full, and whether the groove angle matches the actual fusion
Weld bead/deposition layer characteristics: Determine whether the weld bead arrangement is uniform, whether the interlayer fusion is good, and whether there is interlayer separation
Geometric dimensions of joints: measure the excess height, weld leg size, melt depth, melt width, and root penetration size to determine if they meet the design/standard requirements
Fusion line morphology: Check whether the fusion line (at the junction of the weld seam and the base metal/heat affected zone) is continuous, clear, and without twists/interruptions
Determine the type, location, size, and distribution of defects, and rate them according to standards, covering all types of macroscopic defects in welding:
Fusion type defects: incomplete penetration (root/groove), incomplete fusion (interlayer/groove sidewall/fusion line)
Slag inclusions/inclusions: interlayer slag inclusions, linear slag inclusions, block slag inclusions, metal inclusions
Pore type: single large pore, dense pore, needle shaped pore, root pore
Crack type: weld center crack, fusion line crack, heat affected zone crack, root crack, cold/hot crack
Molding defects: weld bead, undercutting, root depression, burn through, excessive/insufficient excess height, asymmetric weld legs
Other defects: segregation zone, looseness, mixed defects of inclusions and pores
Identify the macroscopic boundaries and morphology of each area of the joint, and determine the impact of thermal processing on the organization:
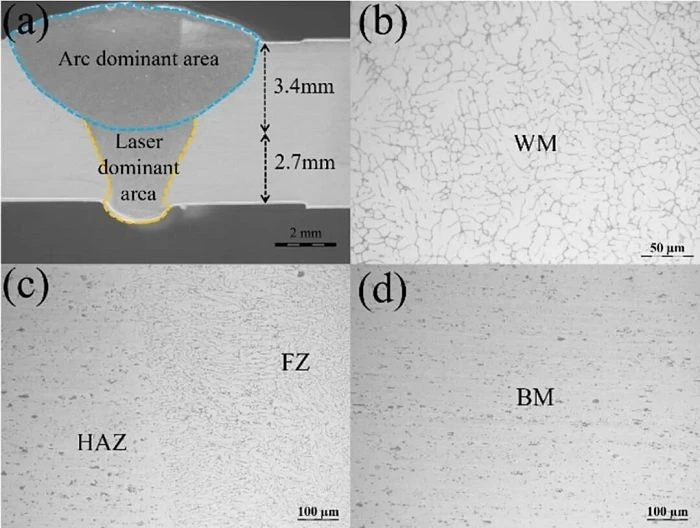
Regional division: Clearly distinguish the range of base metal zone, heat affected zone, fusion zone, and weld zone
Characteristics of heat affected zone: Measure the overall width of the heat affected zone, check whether the distribution of coarse grain zone (CGHAZ) and fine grain zone (FGHAZ) is uniform, and whether there are no local areas that are too wide/too narrow
Weld zone organization: Observe the uniformity of macroscopic organization in the weld zone, without obvious segregation zones/loose areas
Base metal and joint bonding: Determine whether the bonding between the base metal and the welding area is tight, without peeling/gaps
Welding parameter matching: Verify the rationality of welding current, voltage, welding speed, and other parameters based on the depth of fusion, width of fusion, and width of the heat affected zone
Welding material/groove matching: Determine the fusion effect between the welding material and the base material, and whether the groove design meets the fusion requirements
Defect level determination: Classify the detected defects according to corresponding standards and determine whether the joint is qualified
Process repeatability verification: Sampling and testing of batch welded components to determine the stability and repeatability of the welding process
was established in 2011. As a national high-tech enterprise recognized by the Zhejiang Provincial Higher People's Court as a judicial authentication institution for construction engineering quality, we specialize in structural performance testing and safety assessment of construction projects, special equipment, communication towers, electromagnetic environments, large bridges, and building safety appraisal.
The company has more than 100 professional and technical personnel, over 90% of whom hold various medium and senior technical certificates. Equipped with complete testing equipment worth over RMB 10 million, our business scope covers the whole country.










